
جوشکاری انفجاری یک روش غیرمرسوم برای اتصال دو یا چند فلز با استفاده از نیروی یک انفجار کنترلشدهاست. اگرچه انفجار مواد منفجره گرمای زیادی تولید میکند ولی زمان کافی برای انتقال حرارت وجود ندارد بنابراین افزایش قابل توجهی در دمای قطعات صورت نمیگیرد. در این فرایند یک ضربهٔ مایل با سرعت بسیار بالا به فصل مشترک دو قطعه اعمال میشود که موجب میشود فلز جامد، مشابه یک سیال عمل کند. زمانی که انفجار آغاز میشود ورقۀ بالایی به علت فشار زیاد ناشی از انفجار به سمت ورقه پایینی (ورقهٔ مادر) شتاب میگیرد، فاصلهٔ اولیه بین دو فلز زمان لازم برای رسیدن به سرعت لازم برای بههم فشرده شدن دو فلز را فراهم میکند که در این سرعت یک پیوند متالورژیکی بین عضوهای فلزی شکل میگیرد. این فرایند معمولاً برای پوششدهی ورقهای فولاد کربنی با یک لایه نازک از مواد مقاوم به خوردگی مانند تیتانیوم و نیکل به کار گرفته میشود. این روش برای ساخت قطعاتی با هندسهٔ ساده مانند ورقها و لولهها مورد استفاده قرار میگیرد.
. این روش قابلیت اتصال بیش از ۲۶۰ نوع فلز همجنس و غیرهمجنس با خواص متفاوت را دارد.
تاریخچه
جوشکاریانفجاری در ابتدا در سال ۱۹۴۴ به عنوان یک فرایند فاز جامد شناخته شد. اما از لحاظ تجاری تا سال ۱۹۶۰ به بهرهبرداری نرسید. جوشکاری انفجاری روش نسبتاً جدیدی است و در سالهای بعد از جنگ جهانی دوم توسعه پیدا کرد. البته نقطه آغاز آن به جنگ جهانی اول بازمیگردد، هنگامی که مشاهده شد ترکشهای ناشی از بمبها به صفحات زرهی جنگافزارها میچسبند (در حالیکه بهطور واقعی در اثر این برخورد به فلز جوش شده بودند). از آنجا که در این حالت گرما نقشی نداشته، نتیجه گرفته شد که این پدیده ناشی از نیروی انفجار بر رویٰ ذرات متلاشی شده یا ترکشها بودهاست. این نتایج بعدها در آزمایشگاه تکرار شد و پس از مدتی این فرایند به ثبت رسید و مورد استفاده واقع گردید.
در سال ۱۹۶۲، Dupont اقدام به ثبت روش جوشکاری انفجاری نمود که در ژانویه ۱۹۶۴ با شماره US Patent 3,137,937 مورد تأیید قرار گرفت و با نماد تجاری Detaclad مشخص گردید. در ژوئیه ۱۹۹۶ شرکت Dynamic Materials Corporation حق مالکیت فرایندهای Detaclad را با قیمت ۵۳۲۱۸۵۰ دلار تصاحب کرد.
این روزها جوشکاریانفجاری یک روش معروف است که دهههاست از آن استفاده میشود؛ مزیت این روش نسبت به روشهای مرسوم جوشکاری پتانسیل بالای آن در پیوند فلزات غیرمشابه در مقیاسها بزرگ و بدون نیاز به حضور گرما هست.
مکانیزم انجام فرایند
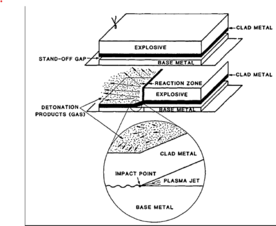
در این فرایند صفحهٔ بالایی موسوم به به صفحهٔ پرنده تحت زاویه β(بتا) نسبت به صفحهٔ زیرین موسوم به صفحهٔ ساکن قرار میگیرد. صفحهٔ ساکن بر روی تکیهگاه مناسبی که میتواند فلزی یا شنی باشد، قرار میگیرد. سطح خارجی صفحهٔ پرنده بهوسیلهٔ یک لایهٔ ضربهگیر محافظت میگردد. این لایه ممکن است از جنس لاستیک پولیتن، مقوا یا حتی یک قشر ضخیم رنگ پلاستیکی باشد. یک لایه از مادهٔ منفجره به صورت ورقه یا پودر بر روی قشر ضربهگیر قرار میگیرد و چاشنی در انتهای پایینی ماده منفجره عمل میکند. سرعت صفحهٔ پرنده(ٰVp)به نوع و تعداد مادهٔ منفجره بستگی دارد.
فرایند جوشکاری انفجاری را میتوان دو مرحلهای فرض نمود. در مرحلهٔ اول تشکیل جت (بیرون جهیدن قشر سطحی دو قطعه درهنگام برخورد) و در نتیجه دفع لایههای سطحی رخ میدهد و در مرحلهٔ دوم اعمال فشار فوقالعاده بالا صورت میگیرد که باعث تماس و تداخل قطعات در فصل مشترک میشود. گاهی اوقات ممکن است در فصل مشترک پس از اتصال، موجهایی مشاهده شود. مکانیزم تنشهای موجی را میتوان عامل اصلی این پدیده قلمداد کرد. براساس این نظریه یک تک موج فشاری در نقطهٔ تصادم دو صفحه برخورد میکند موجهای انعکاسی را در دو صفحهٔ پرنده و ساکن ایجاد میکند. این موجهای انعکاسی تنشهای متناوب پیدرپی به نقاط جلو و عقب نقطه تصادم اعمال میکند که باعث بروز ناپایداری سطحی میشود. اگر شدت این تنشها به اندازه کافی بالا باشد یک تغییر شکل سطحی رخ خواهد داد و تصادم دو صفحه در منطقهٔ کوچکی که تغییرشکل یافته به وقوع خواهد پیوست.
گاهیاوقات به منظور بهبود خواص اتصال از یک لایهٔ واسطه در فصل مشترک استفاده میشود. به عنوان مثال از یک لایه از جنس تیتانیوم در فصل مشترک اتصال آلومینیوم به مس به منظور افزایش دمای کاربری و از لایهٔ نقره در اتصال فولاد زنگنزن به آلومینیوم برای اطمینان از ضد نشت بودن اتصال استفاده میشود.

محاسبهٔ پارامترهای تأثیرگذار در فرایند
در فرایند جوشکاری انفجاری پارامترهای دخیل را میتوان به سه پارامتر:سرعت ضربه(Vp)، سرعت نقطهٔ برخورد یا سرعت جوشکاری(Vw)، زاویهٔ برخورد دینامیکی(β) خلاصه کرد. متغیرهایی که روی این پارامترها تأثیر میگذارند عبارتند از:۱-سرعت انفجار مواد منفجره ۲- نیروی حاصل از مواد منفجره ۳- فاصلهٔ اولیهٔ بین صفحات پرنده و ساکن ۴- زاویهٔ اولیهٔ بین صفحات.
هر یک از این پارامترها یک محدودهٔ بحرانی دارند که خارح شدن از آن محدوده ممکن است باعث ایجاد نقض در ناحیه جوش یا عدم اتصال فلزها شود.
به عنوان مثال اگر Vw به اندازهٔ مافوق صوت برسد عمل جت سیال (بیرون جهیدن قشر سطحی دو قطعه درهنگام برخورد) اتفاق نخواهد افتاد. همچنین زمانی که زاویهٔ برخورد از مقدار حداقل خود کمتر شود بازهم عمل جوش بهدرستی انجام نمیشود مقدار تقریبی
این زاویه بین ۵ و ۲۵ درجه است.

زاویهٔ برخورد را میتوان از نقطهٔ برخورد و سرعت ضربه بدست آورد، یک تحلیل هندسی نشان میدهد که بردار سرعت ضربه(ٰVp) نیمساز زاویهٔ بین حالت اولیهٔ ورقه و حالت تغییر شکلیافتهٔ ورقه است.
شکل روبهرو رابطهٔ بین سرعتها را نشان میدهد که مطابق آن میتوان نوشت:2/ Vw sin(β/۲)= ٰVp
معادلهٔ زیر به ما حد پایین β را میدهد:
k1 (H/ρvw2)=β
که در آن بتا برحسب رادیان،k1 ثابت و برای سطوح تمیزشده حدود ۰٫۶، H سختی ویکرز (N/m2) و ρ چگالی (kg/m3) است.
معادلهٔ زیر نیز حد بالایی بتا را به ما میدهد:
sin(β/۲)=k2/ ٰtf2 Vw2 که در آن 1/2((k2=(E /12ρ(1-2v در این رابطه E مدول یانگ(N/mm2) و v نسبت پواسون فلز است.
کاربردهای جوشکار ی انفجاری
- روکش دهی صفحات مسطح
- جوشکاری داخلی استوانههای هم مرکز
- روکش دهی داخلی و خارجی استوانهها
- جوشکاری سطوح استوانهای
- جوشکاری لوله به صفحه
- جوشکاری سربهسر لوله به لوله
- جوشکاری خطی لب به لب صفحات مسطح
- جوشکاری مقاطع توخالی (رادیاتورها)
- روکش دهی سیمها و مفتولها
مزایای جوشکاری انفجاری
- جوشکاری انفجاری میتواند بین طیف وسیعی از فلزات و آلیاژهای مشابه و غیرمشابه جوشکاری متالورژیکی ایجاد کند.
- روش جوشکاری انفجاری فلزات را ذوب نمیکند، در عوض سطوح هر دو فلز را وارد حوزه پلاستیسیته شدن مینماید، که باعث ایجاد تماس اولیه کافی برای ایجاد جوش میباشد. در نتیجه عیوب ذوبی در آلیاژها به وجود نخواهد آمد (مانند جوشکاری آلومینیوم و مس). اصول این روش شبیه به دیگر روشهای جوشکاری غیر ذوبی نظیر جوشکاری اصطکاکی است.
- سطوح بزرگ در روش جوشکاری انفجاری میتوانند بسیار سریع به یکدیگر متصل شده و جوش به خودی خود بسیار تمیز است چرا که مواد زائد سطحی در هر دو فلز با شدت بسیار زیاد در حین واکنش از منطقه تماس خارج میگردند.
- استحکام مادهٔ بدست آمده از فرایند جوشکاری انفجاری عموماً از استحکام ورقهٔ مادر بیشتر است.
- جوشکاریانفجاری روی آلیاژها بدون تخریب عملیات حرارتی و مکانیکی انجام شده روی جسم انجام میشود.
- امکانات و لوازم لازم برای انجام این فرایند ساده و ارزان قیمت هستند.
- منطقهی متأثر از حرارت حوش وجود ندارد.
- نفوذ شیمیایی و ذرات در فصول مشترک اتصال و یا در خود قطعات تاچیز است.
محدودیتهای فرایند جوشکاریانفجاری
- تهیهی مواد انفجاری در همهی کشورها به راحتی امکان پذیر نیست.
- نیاز به فضای باز بزرگ یا راکتورهای خاص دارد
- کار با مواد منفجره با خطراتی همراه است.
- در صورت بروز اشتباه در محاسبات معمولاً امکان شکافتن اتصال و استفادهی مجدد از قطعات وجود ندارد.
- این فرایند بیشتر برای قطعات استوانهای دارای محور تقارن و ورقها قابل استفاده است.